What Is Investment Casting?
Investment casting is an industrial process based on lost-wax casting, one of the oldest known metal-forming techniques. The term “lost-wax casting” can also refer to modern investment casting processes.
Investment Casting owes its’ name to the application (investment) of a refractory ceramic coating to an expendable paern. The history of the process can be traced back to 4000BC when early pattern materials included carved animal fat, leather, bees wax and other combustible materials. Examples of early investment castings are found in Europe, Asia, Africa and South America. Many of these castings are very intricate and show a high degree of crasmanship. For much of history, investment casting was confined to sculpture and works of art. The development of the process to manufacture medical and engineering components only occurred in the 20th century when over 400 patents were granted between 1900 and 1940.
Many materials are suitable for investment casting; examples are stainless steel alloys, brass, aluminium, carbon steel and glass. The material is poured into a cavity in a refractory material that is an exact duplicate of the desired part. Due to the hardness of refractory materials used, investment casting can produce products with exceptional surface qualities, which can reduce the need for secondary machine processes.

01 – Die

02 – Pattern

03 – Wax pattern / runner assembly

04 – Investment shell mould

05 – Cast mould
Investment casting has been used in various forms for the last 5,000 years. In its earliest forms, beeswax was used to form paerns necessary for the casting process. Today, more advanced waxes, refractory materials and specialist alloys are typically used for making paerns. Investment casting is valued for its ability to produce components with accuracy, repeatability, versatility and integrity in a variety of metals and high-performance alloys.
As mentioned, the process used today is based on expendable paerns made from mixtures of natural and synthetic waxes, which are produced by injecting into aluminium or steel dies. For prototype or low volumes it is possible to produce paerns using a number of Rapid Prototyping methods (3D printing techniques) including stereolithography and selective laser sintering. Hollow components can be cast using paerns produced with water-soluble cores.
When intricate internal passages are required it is usual to cast with preformed ceramic cores.Investment moulds are produced using slurries based on alumino-silicates, alumina, silica or zircon bonded with an air-dried silica sol. A series of coats are applied using slurry dips and refractory stuccoes such as alumino-silicates and alumina.
Technical Solution
The Investment Casting has demonstrated to be the most effective technical solution for certain applications where dimensional accuracy is required and machining does not become cost effective or the component is required to be intricate with internal hollow passages to reduce weight or to provide performance cooling. Investment casting process is the unique process capable of creating a single crystal component with no grain boundaries in the material. This technology has been the main driver to increase dramatically modern jet engines performance by increasing the combustion temperature.
it t has become an enabling technology in today’s top industries
- Aerospace and Defense
- Power Generation
- Automotive
- Oil and Gas
- Medical / Orthopedics
- General Engineering
Main advantages that the process has
- Extremely intricate parts are castable.
- Almost any metal can be cast (mainly Nickel supperalloys for high temperature applications).
- Excellent surface finish.
- High dimensional accuracy.
- Excellent mechanical strength, resistance to thermal creep deformation.
- Good resistance to corrosion or oxidation
- Reasonable cost even for low volumes applications.
New development of complementary technologies used in IC
- Additive manufacturing
- Coatings
- Digital inspection methods (tomography, DR, CR,…)
- Non contact measurement methods (white light)
- Industry 4.0.
Linked with new development of the investment casting process itself, foreseen a very promising future to continue to support industry development and future applications requirements.
Mechanical Properties of the investment casting parts
It is well known that mechanical properties vary according to the way the alloy is solidified (specially related to the speed of solidification).
Investment casting products have a wide range of solidifications speeds that mainly depends on design and how castings are processed.
Due to this wide range, castings have been designed with increased safety factor in order to design in the hypothetical worst condition.
Last updates of the process modelling soware can predict the way a particular area is being cooled. Based on this information, mechanical properties are deducted. Using this knowledge, casting can be designed with different properties, optimizing design, reducing weight and cost.
The application were mechanical properties are required linked to a high temperature is were investment casting is more competitive. This driving mechanical property is call creep.
- Creep is the tendency of a solid material to move slowly or deform permanently under the influence of mechanical stresses. It can occur as a result of long-term exposure to high levels of stress that are still below the yield strength of the material.
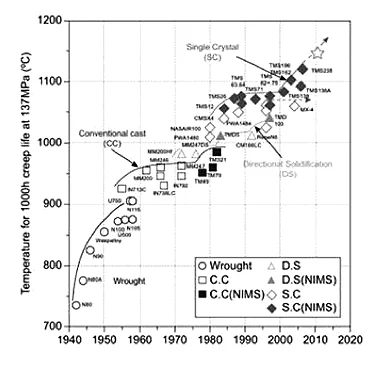
source: “National institute of materials (NIMS) Japan. - As it can be seen in the aached graph, from 1940 to 1950, all the development with wrought materials have reach 900ºC as a maximum temperature to allow creep problems.
- With the development of investment casting materials (conventional casting = Equiaxial = CC), 950ºC has been reached.
- In the next generations, directional solidification and last generations of single Crystal blades and vanes have reached temperatures up to 1150ºC.
Quality Criteria
In the investment casting, there is a vast application of techniques to assess acceptability of components. Beyond all dimensional control issues and the different existing related control technologies, there is a big effort to discriminate the existence of external and internal defects.
Technologies used among others are:

The use of all those technologies in combination with the incoming inspection of raw materials employed, in particular alloy composition and associated mechanical tests provide the basis to certify the acceptance of components as per their conformance to specification requirements.
Certification of special processes are used as a mean to establish the integrity of such processes when applied into the manufacturing of an investment casting component.